





In the production workshop of power equipment manufacturing, busbar bending machines serve as indispensable shaping tools.
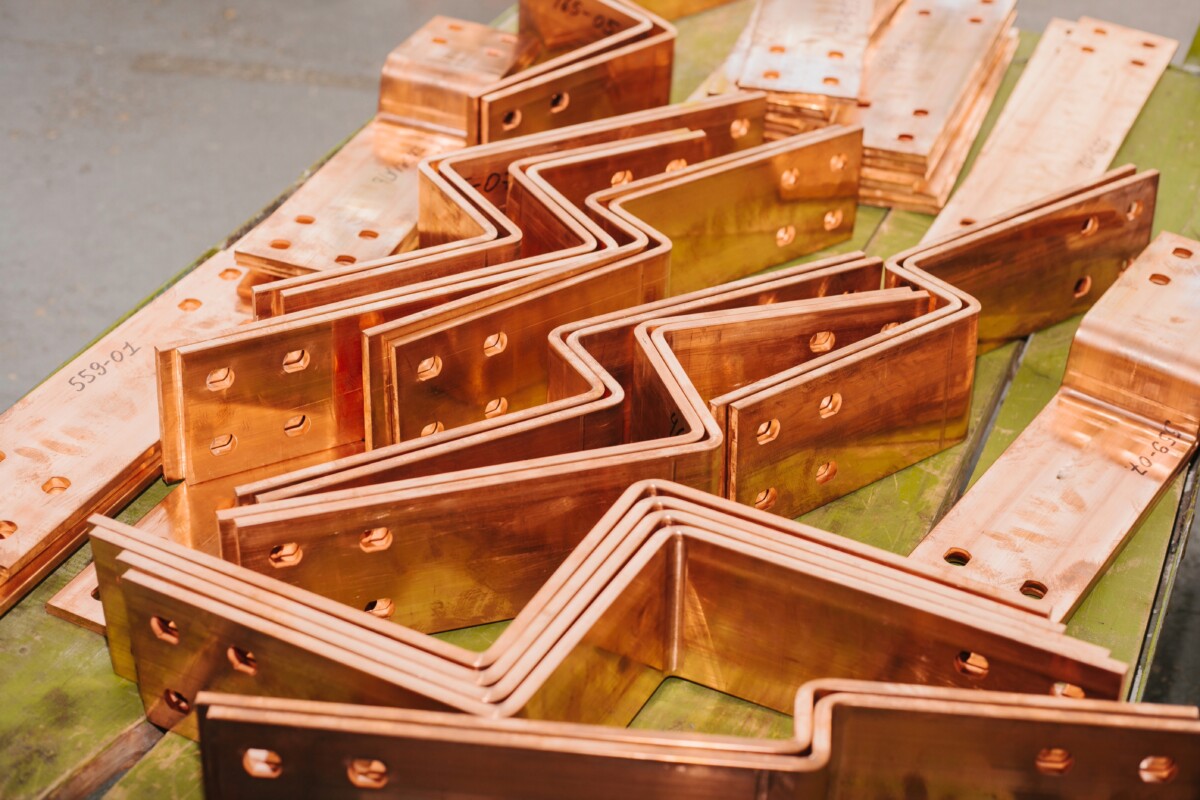
Those copper and aluminum busbars—carrying the heavy responsibility of power transmission—are precisely processed by these machines to create the various angles and shapes required for installation. The result is a stable electrical pathway for the complex circuit layouts inside distribution cabinets and switchgear.
Many people are curious about how this equipment operates so efficiently. What principles allow it to “tame” hard metal busbars into ideal shapes? The answer lies in the collaborative interplay of mechanical structure, material science, and precise control systems.
The Core Mission: Controlled Plastic Deformation
Understanding how a busbar bending machine works starts with understanding its fundamental purpose—inducing plastic deformation in the busbar through external force without damaging material properties, while ensuring the angle and curvature meet engineering precision requirements.
Busbars used in power systems are typically made from T2 grade copper or aluminum. These metals offer excellent conductivity along with sufficient plasticity, providing the material foundation for bending operations. The core value of the bending machine lies in transforming the general laws of metal plastic deformation into precisely controllable mechanical actions.
Key Mechanical Components
From a structural perspective, a busbar bending machine consists of three core components that work together like a perfect set of dies and fixtures to complete the bending action.
The Die is fixed to the machine’s worktable, featuring a V-shaped, U-shaped, or other specifically shaped slot on its surface. This slot serves as the reference space where the busbar will deform.
The Punch is mounted on the machine’s slider and moves up and down with it. Its lower end matches the slot of the die and is the component that directly applies bending force to the busbar.
The Pressure Mechanism is typically linked to the die and firmly clamps one end of the busbar before bending begins. This prevents displacement or warping during the bending process and ensures consistent accuracy.
How the Bending Process Works
Once the machine starts, the core principle of force transmission and deformation control comes into play. The operator places the busbar in the die slot, determines the starting position using a positioning device, and then the pressure-holding mechanism engages to secure the busbar with stable pressure.
At this point, the control system sends a command to the power unit according to preset bending parameters. Busbar bending machines are typically powered by either hydraulic or servo motor systems, with hydraulic systems being widely used due to their high output force and smooth operation.
Upon receiving the command, the hydraulic system pressurizes oil via a hydraulic pump. The high-pressure oil pushes the piston in the hydraulic cylinder, which moves the slide block and punch downward toward the busbar.
The Science Behind Metal Bending
When the punch contacts the busbar, it begins applying vertically downward pressure. As pressure gradually increases, stress in the contact area eventually exceeds the material’s yield strength—a crucial mechanical threshold.
When stress remains below the yield strength, the busbar only undergoes elastic deformation and will spring back to its original shape after the force is removed. However, when stress exceeds the yield strength, the busbar enters the plastic deformation stage. This permanent deformation remains even after the external force is removed.
During the continuous downward motion of the punch, the busbar is forced into the V-shaped groove of the die. The arrangement of metal atoms in the deformation zone undergoes permanent change, and the busbar gradually takes on an angle that matches the combined shape of the die groove and punch.
Managing Springback for Precision Results
Achieving precise bending angles doesn’t simply rely on the depth of punch compression—the springback effect must also be carefully managed. Due to the elastic recovery properties of metals, a busbar that has undergone plastic deformation will experience slight springback after pressure is released. This means the actual bending angle ends up slightly smaller than what was initially formed.
Modern CNC busbar machine systems address this challenge with built-in springback compensation algorithms. The operator inputs the target bending angle, and the system automatically calculates the additional compression required based on the busbar’s material type (copper or aluminum) and thickness.
This over-bending approach offsets the springback effect and ensures the final angle meets requirements. For example, if the target angle is 90°, the system might compress the busbar to 88° or 89°, knowing that springback will bring it precisely to the required 90°.
Specialized Bending Operations
Beyond basic angle bending, busbar processing often requires smooth rounded transitions. Machines achieve this by using specialized arc-shaped punches and dies in place of standard angular tooling.
The principle remains similar to angle bending—both use a punch to apply pressure and cause plastic deformation. However, the curved surface design of arc tooling distributes stress more evenly across the deformation area, preventing stress concentration that could damage the material.
In these operations, the punch’s movement trajectory is typically controlled by a servo motor to ensure consistent curvature at every point along the busbar. The result is a smooth, regular arc surface that meets precise specifications.
The Role of CNC Technology
With advances in industrial automation, busbar bending machines have become increasingly intelligent. Most modern equipment features CNC (Computer Numerical Control) systems that transform complex bending operations into streamlined, repeatable processes.
Operators can input bending parameters via a touchscreen interface, and the system automatically completes positioning, clamping, bending, and springback compensation in sequence. This automation improves processing efficiency while controlling bending accuracy to within ±0.1° or better.
Some advanced machines also incorporate position sensing devices and vision inspection systems that monitor the busbar’s position and the bending process in real time. When deviations are detected, immediate adjustments maintain processing quality throughout production runs.
Putting It All Together
The bending principle of a busbar bending machine represents a comprehensive integration of mechanical structure, power transmission, material science, and precision control. It transforms the abstract theory of metal plastic deformation into tangible, repeatable mechanical actions.
Through precise management of force, displacement, and springback compensation, these machines enable rigid metal busbars to undergo complex shaping processes with remarkable consistency. The mature application of these principles has made power equipment production more efficient and precise, providing solid hardware support for safe and stable electrical system operations.
As new materials and technologies continue to emerge, busbar bending capabilities will keep advancing—handling thinner materials, thicker cross-sections, and increasingly complex shapes with the same precision that modern manufacturing demands.
